Cross field heating

Cross field units
Equipment based on the cross (or transverse) field principle uses special inductors for flux bundling and thus optimized energy input. They are particularly suitable for pre-heating of difficult to shape materials, dispersion materials, special steels, regular profiles or small bands. Further application are preheating in hot plating systems and the selective annealing of strips lengthwise.
Cross field units feature a very high efficiency and practically no EMC problems as the magnetic fields are "trapped". They can be designed with either relatively small operating frequencies (500 Hz to 2000 Hz), or − especially for wires − with frequencies between 15 kHz and 35 kHz.
The equipment design is without moving parts in the main process with almost no wearing parts. Cross-field units are suitable for a wide range of materials and provide a very good surface quality. This technology can also be used for rolling heaters
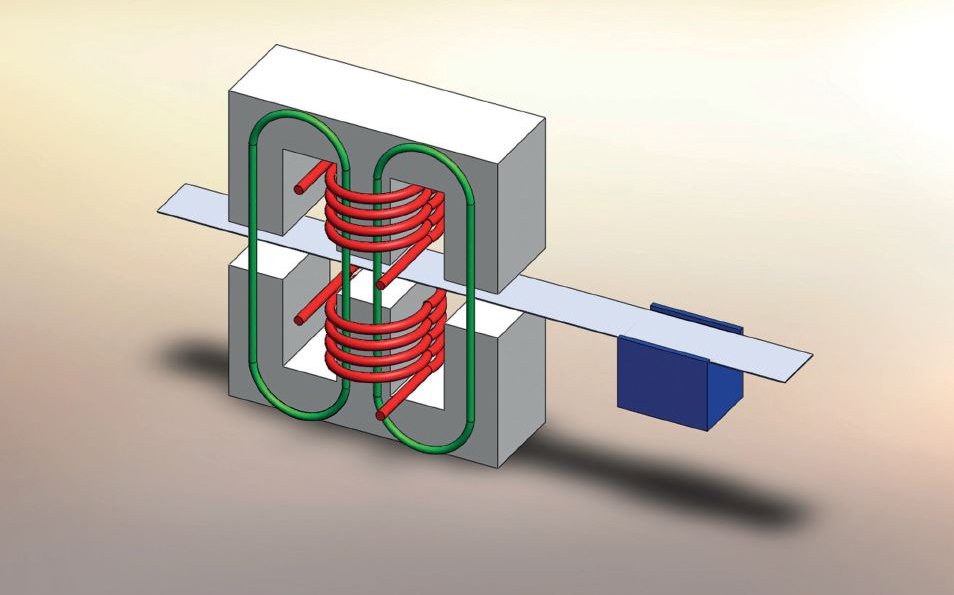
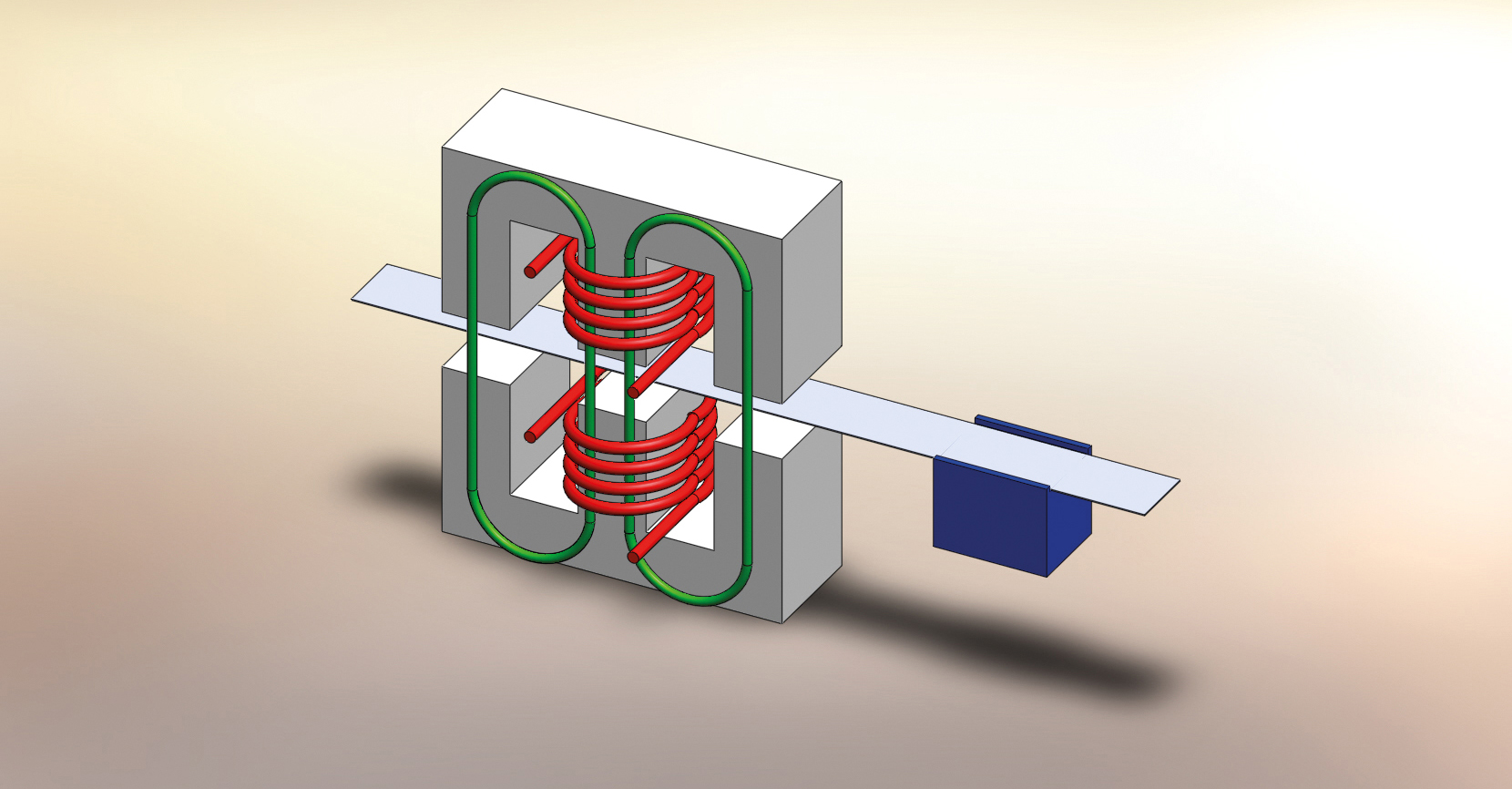
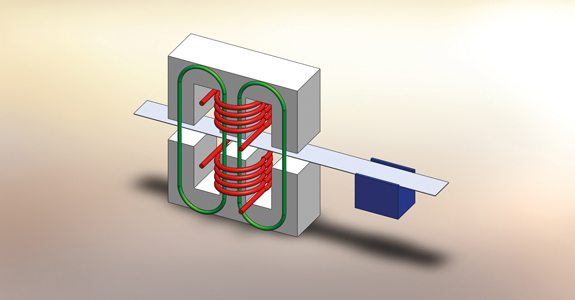
Principle of cross field heating (inductor + cooling)
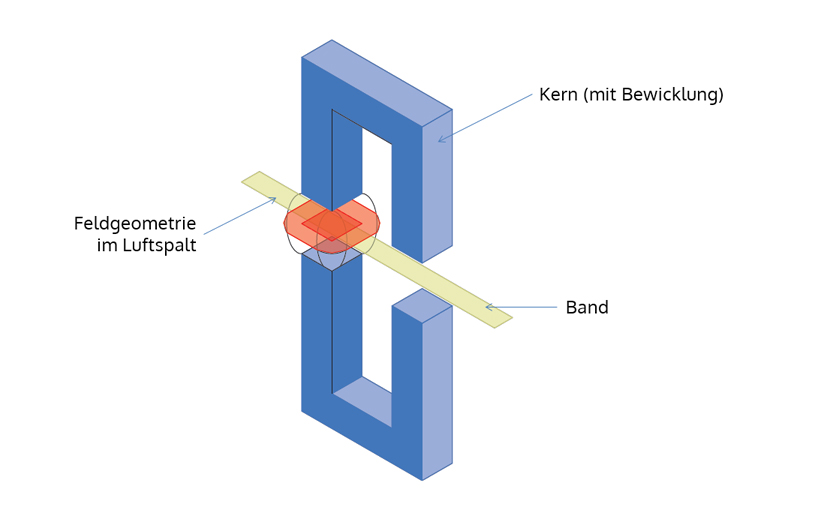
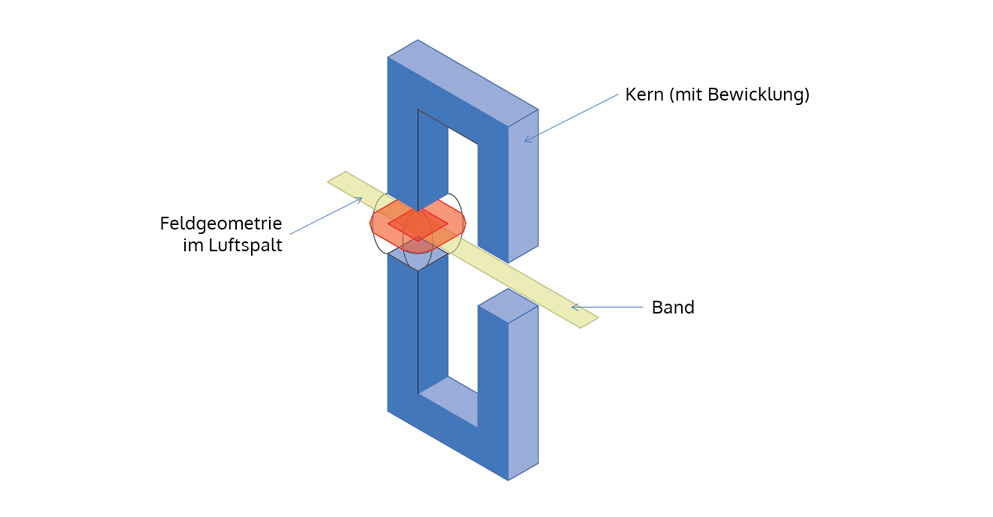
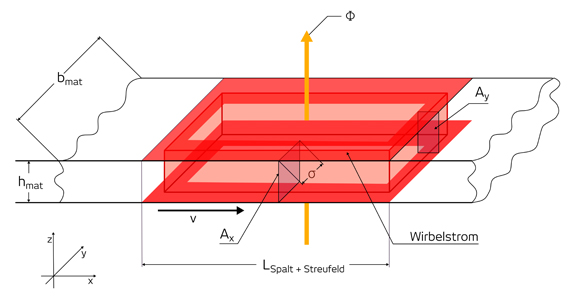
Schematic cross-field band in the magnetic air gap
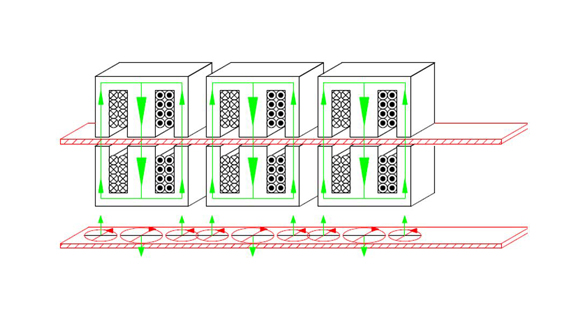
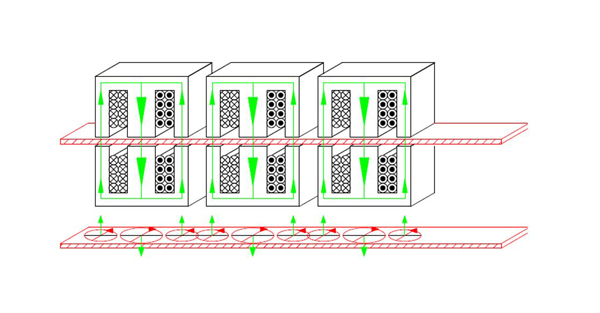
The primary current generates a flux Φ, which in turn induces a Usecondary voltage that drives the current Isecondary. The currents flow in opposite directions and are phase-shifted. The tape runs across the field and "collects" the entries per pole.
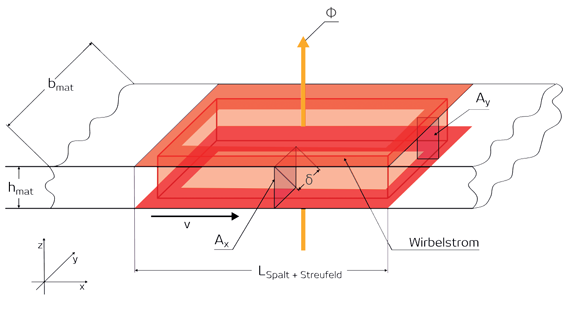
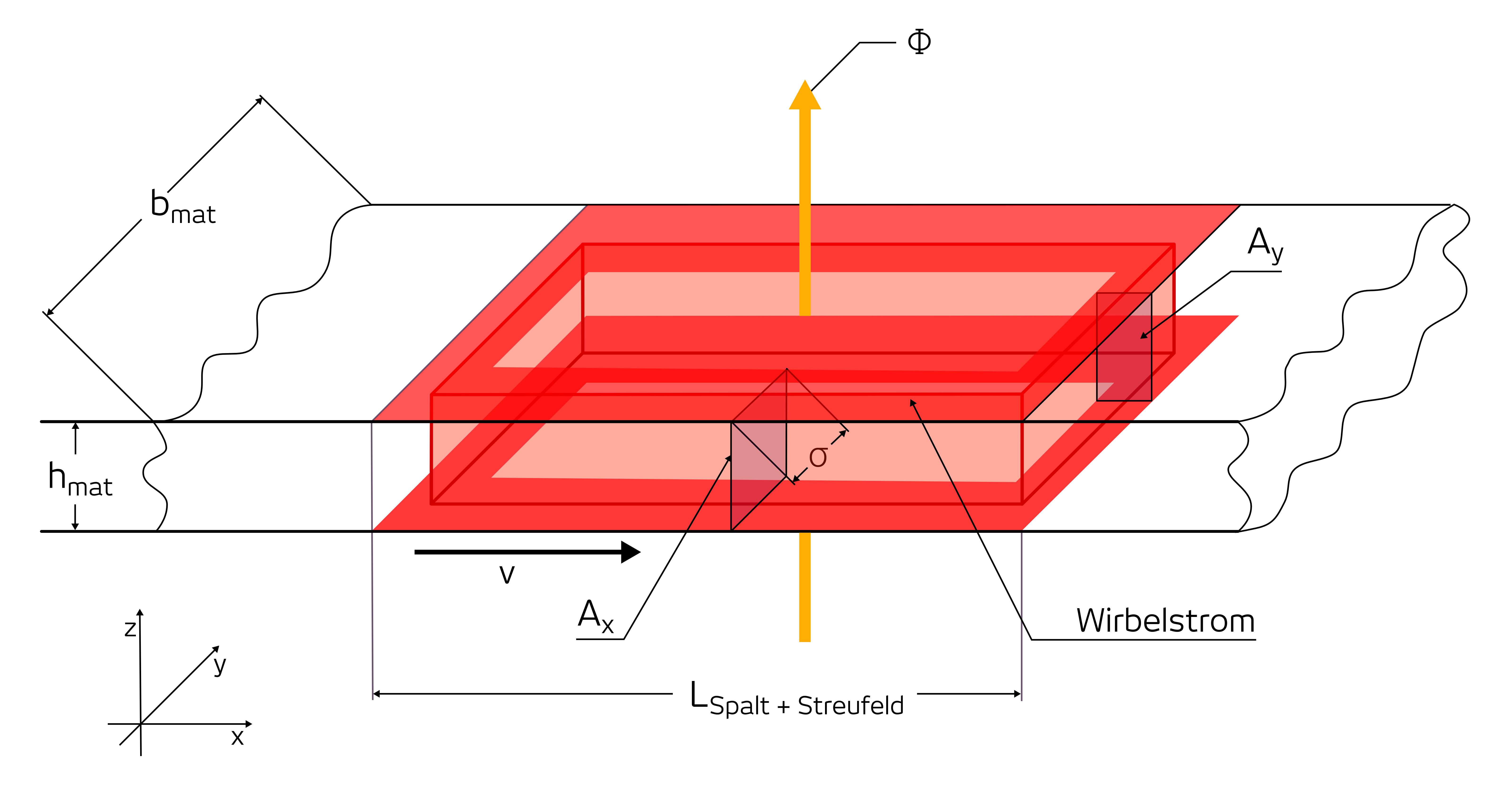
Assessment of the current under a pole on the penetration depth σ = f (frequency, temperature, material)
Advantages and disadvantages of the EE / CC system
Disadvantages
- Transverse forces must be considered in the mechanical design
- The air gap is a system boundary
- The saturation induction of the core material is a system boundary
- Complicated design regarding the pole and temperature distribution
Advantages
- High energy efficiency
- No EMC problems due to "trapped" magnetic field
- Relatively low working frequency (~ 500 ... 2000 Hz, but also up to 30 kHz)
Advantages in the annealing process
- Simple system design, no moving parts in the main process
- almost no wearing parts, but with a long service life
- very good surface quality; no burns!
- can be used in a wide range of materials
- Particularly suitable for flat material, but also for profiles
- Application for preheating (plating)
- Suitable for inline process